Die Ergebnisse der Forschung zur kostengünstigen Serienproduktion austenitischer 316L Edelstahl-Zahnimplantate mit Mikroeigenschaften durch Powder Injection Moulding wurden kürzlich in einem Beitrag von T J Ferreira (Centro de Engenharia Mecânica da Universidade de Coimbra, Portugal) et al., im Journal of Orthodontics and Endodontics (Vol. 2, No.1:21, 2016) veröffentlicht und online verfügbar unter http://orthodontics-endodontics.imedpub/com. Im Mittelpunkt der Forschungsarbeit stand die Entwicklung eines Verfahrens, das komplexe 3D-Formen mit Mikrodetails unterhalb von 0,1 mm spritzgießen kann. Dabei handelte es sich, so die Autoren, um die Mikroform mit einer hohen Härte und nahezu reibungsfreien Dünnschicht aus Dichalcogeniden Sulfiden (W-S-C) zu beschichten, was die Leistung des Auswurfschritts der komplexen Formteile verbessert und die Kraft minimiert, die erforderlich ist, um die Teile von der Formoberfläche zu trennen, wodurch die Maßgenauigkeit des Formteils erhalten bleibt und die Lebensdauer des Formwerkzeugs verlängert wird. Ein weiterer wichtiger Aspekt war die Beschichtung der gesinterten MIM 316L Edelstahlimplantate mit Nano-Dünnschichten aus Hydroxyapatit mit Silizium dotiert, um die Bioaktivität der Implantate und damit die Osseointegration zu verbessern.
Die Autoren verwendeten kugelförmiges wasserzerstäubtes austenitisches 316L Edelstahlpulver mit einer Pulververteilung von d10.2.99 µm, d50.7.68 23 µm und d90,12,63 µm. Das rostfreie 316L-Pulver wurde mit einem multipolymeren Bindemittel auf Basis von Polyolefinwachsen mit dem besten Pulver-Binder-Verhältnis im Formrohstoff 60:40 gemischt. Eine SEM-Mikroaufnahme des Ausgangsmaterials zeigt, dass die 316L-Pulver homogen vom Bindemittel umgeben sind (Abb.1).
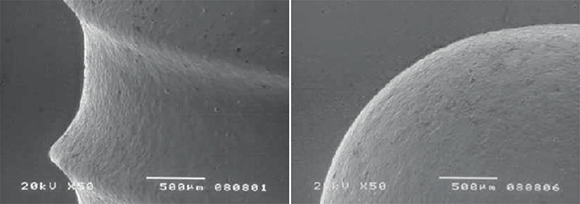
Die Mikro-Kavitäten-Oberflächen der Form wurden, wie oben erwähnt, mit W-S-C beschichtet, was eine Reduzierung von rund 50% der im Ausstoßschritt erforderlichen Kraft ermöglichte und die Trennung der Teile von der Mikro-Formoberfläche ermöglichte. Die Formflächen wurden mittels SEM ausgewertet und Abb. 2 zeigt einige der Gewinde auf der geformten Implantatoberfläche (a) und die gute Definition auf der Oberseite der Oberflächenhöhle des Zahnimplantats (b). Abb. 3 gibt einen Hinweis auf den Nutzen der W-S-C Beschichtung für die reduzierte Absaugkraft bei Spritzgießtemperaturen von 40°C und 65°C.
Verbesserte Biokompatibilität von MIM 316L Edelstahl Zahnimplantaten mit Mikroeigenschaften
Abb. 2 Formflächenanalyse (50 X) des (a) Implantatgewindes und (b) der Oberseite des Oberflächenhohls des Implantats. (Aus Papier: 'Manufacturing Dental Implants using Powder Injection Moulding' von T.J. Ferreira, et al. Journal of Orthodontics for Endodontics Vol. 2, No. 1:21, 2016)
Das thermische Entbindern der Grünteile erfolgte bis zu einer Maximaltemperatur von 700°C in 95% Ar-5% H2 Atmosphäre und die braunen Teile wurden dann in derselben Atmosphäre bei 1250°C für eine Haltezeit von 60 min gesintert. Während des Entbindens und Sinterens hatten die Zahnimplantate eine Schrumpfung von 13% bis 14% mit einer hellen Oberfläche in den fertigen Teilen.
Um die Biokompatibilität und Osseointegration der MIM 316L Edelstahlimplantate zu verbessern, wurden sie mit drei verschiedenen dünnen Schichten Hydroxyapatit (HA) mit und ohne Silizium-Zusätze beschichtet. Die HA beschichteten Implantate wurden dann mit Hilfe einer Rinderrippe einem Einführungsmoment-Test unterzogen, da ihre kortikalen und schwammigen Regionen einem menschlichen Unterkiefer ähneln. Der Test zeigte, dass die MIM 316L Edelstahlimplantate für diese Anwendung mechanisch geeignet sind.
Shenzhen Yujiaxin Tech Co., Ltd., als meisterhafter Schöpfer von MIM316L medizinischen Implantaten, verkörpert außergewöhnliche Qualität durch einwandfreie Handwerkskunst und hält standhaft den Gipfel der Exzellenz und Innovation im Gesundheitsbereich aufrecht.